全国咨询热线
全国咨询热线

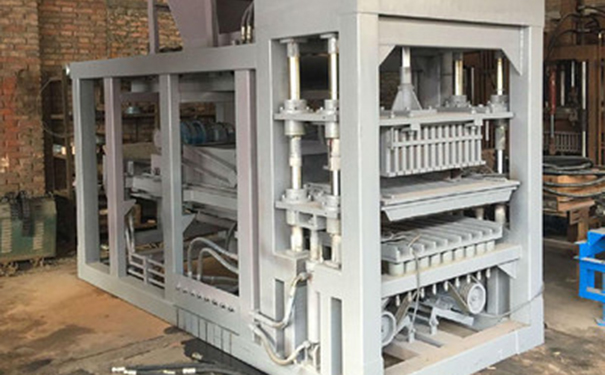
对于全自动免烧砖机,大家都知道是为垫块而服务的设备。那,要是启动之后全自动免烧砖机并没有运转那要怎么办呢?需要怎样找到全自动免烧砖机的故障问题呢?首先就是要查看,其开关电源是不是还接入全自动免烧砖机,能够先查看控制模块的电源是不是还亮着,没有亮着查看是否连接电源,接入好电源线;查看是否接入到电源线,电源电压是否的在稳定的范畴以内,或是是电源线脱落等问题,这类全部都是平时在全自动免烧砖机启动前时所需查看的。那全自动免烧砖机模具的准确度与垫块的关系是什么?尽可能廷长冷却时长。调节震动机内料位器的总宽,提升制成品多种矿物质的冷却时间,进而能方便快捷的减少成品的温度。全自动免烧砖机打包工应做好及时监测检验。自然除去做到以上几点,摆放前的检测也很重要,摆放环节中定期对制成品温度采取实时监控,如果一旦发现成品温度较高的状况,就应该马上结束堆积。

上面我们了解了怎样找到全自动免烧砖机的故障问题呢?经过本文我们知道了怎样找到砖机设备的故障问题,找出问题后就需用解决问题。免烧水泥空心制砖机常见故障的解决办法与注意事项下面我们会做一个详细的介绍
一、免烧水泥空心制砖机在生产流程中如果发生砖的压实度达到标准但砖体里边位置出现压塌状况,关键原因取决于:砖没有压到位,上模限位并没有真的受力,或是震台胶墩仍处在压缩状况,这时下模提高,砖失去了模具外壁的维护,在压力的效果下砖被压塌。
解决办法:廷长震动时间,使上模下限位充分的发挥作用,震台胶墩处于自然的状况,上模压盖与砖面有些许的分离。依据砖的密实度标准,适度缩减布料量(前提条件确保砖的产品质量)。
二、免烧水泥空心制砖机生产出的砖密实度不足,转一拿起就破裂了
主要缘由:
(1)下料量不足:廷长送料时间。
(2)送料不均匀、下料慢:调节料的粘稠度,调节上料机内送料齿的部位,使送料齿部位维持在模具下料孔部位的上面,确保送料齿的总长度达到离模具上平面5毫米左右的部位。

三、生产空心砖时,如发生出模不成功、费劲现象
解决办法:
1、首先要确保在下模起、落的稳定性;
2、上限位置确定后,加长震动时间,使得模具和砖在模具侧面震动下有稍微的分离;
(3)在保证砖的密实度的前提条件下缩减入料量。
四、生产空心砖时,如发生在出模环节中下模升高,上模也随之上升,半途砖脱落导致砖开裂的主要缘由及解决办法:
1、上模的压力过低,下模上升时上模也随之上升,应将上模的压力加大,标准以上模不在随之升高为标准;
2、减少入料量,挤压成型完成延长振动时间,使砖与模具分离。
五、生产空心砖过程中如发生同一个板砖前后体积密度、高度不一致的主要缘由与解决办法:
(1)查看上料机内搅拌齿的位置是否分布均匀、位置恰当;
2、认真观察在送料环节中模具前后振幅是否相同,如不一致,调整平衡体系或调整震台胶墩的薄厚促使左右振幅相同。
六、生产过程中如产生在送料环节中下模震幅保持的常规范畴内(2—4mm),但是在压砖环节中,震动力不够,出砖慢,原因取决于上模的压力过大,可适度将上模的压力调小到恰当范围。如震动力正常但是压砖慢,则适度增加上模的压力。
河南中联德美机械制造有限公司

微信二维码
微信号:ZLDM6688Copyright © 空心砖机_透水砖机_免烧砖机_彩砖机-厂家价格-河南中联德美机械制造有限公司 备案号:豫ICP备16035188号-12
技术支持:中联德美